
|
Dettagli:
|
| OD: | 3-400mm | Lunghezza: | 1-12m |
|---|---|---|---|
| superficie: | Il nero e luminoso | Tipo: | Laminato a caldo |
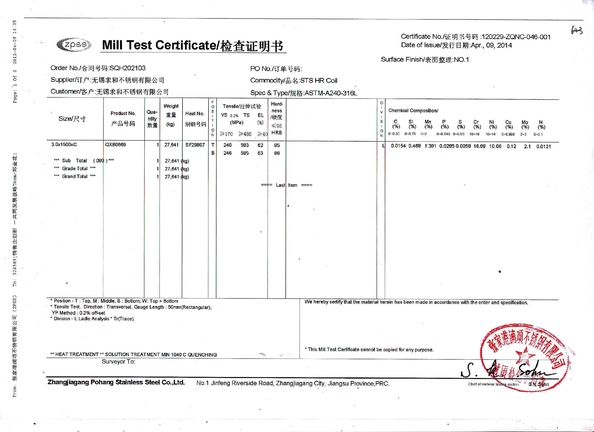
Ni 68, Mo 28, Fe 2, Cr 1, mn 1,0 di C 0,02
Il rendimento elevato unisce in lega le azione e produce Hastelloy B2 in questo grado nelle seguenti forme: Antivari, allenta la bobina, lamierino/lamiera, fermi. Citazione di richiesta su questo grado.
Panoramica
Hastelloy B2 è una lega del nichel-molibdeno con la resistenza significativa a ridurre gli ambienti, quali il gas dell'acido cloridrico e gli acidi fosforici solforici, acetici e. Hastelloy B2 fornisce la resistenza ad acido solforico puro e ad una serie di acidi d'ossidazione. La lega non dovrebbe essere utilizzata in media d'ossidazione o dove i contaminanti d'ossidazione sono disponibili nella riduzione dei media. Il guasto prematuro può accadere se la lega B2 è usata dove il ferro o il rame è presente in un sistema che contiene l'acido cloridrico.
Gli utenti dell'industria gradiscono la resistenza a una vasta gamma di acidi organici e la resistenza dal all'incrinamento indotto da cloruro di sforzo-corrosione.
Hastelloy B2 resiste alla formazione di precipitati del carburo di frontiera di grano nella zona calore-colpita saldatura, rendente la adatta alla maggior parte delle applicazioni di processo chimico nello stato come-saldato. Le zone di saldatura calore-colpite hanno ridotto la precipitazione dei carburi e di altre fasi per assicurare la resistenza della corrosione uniforme.
La lega B2 inoltre ha resistenza eccellente all'incrinamento di corrosione di sforzo e di corrosione.
Applicazioni
Resistenza superiore ad acido cloridrico, ai catalizzatori del cloruro di alluminio e ad altri prodotti chimici forte riducentesi. Resistenza al calore eccellente in atmosfere di vuoto ed inerti.
Hastelloy B2 è una lega del nichel-molibdeno adatta specialmente per attrezzatura che tratta riducendo gli ambienti chimici.
Applicazioni nell'acido solforico, fosforico, cloridrico ed acetico di coinvoluzione chimica di industria di trasformazione. Gli usi della temperatura variano dalla temperatura ambiente a 1500°F secondo gli ambienti (richieda per favore consiglio tecnico).
Chimica
Requisiti chimici |
|||||||
|---|---|---|---|---|---|---|---|
|
|
Ni |
Mo |
Fe |
Cr |
C |
Si |
Mn |
|
Massimo |
Bal. |
30,0 |
2,0 |
1,0 |
0,02 |
0,10 |
1,0 |
|
Min |
|
26,0 |
|
|
|
|
|
Dati di tensione
Requisiti della proprietà meccanica |
|||||
|---|---|---|---|---|---|
|
|
Ultimo di tensione |
Carico di snervamento (0,2% OS) |
Elong. % |
R/A |
Durezza Rockwell
|
| Min | 110 Ksi | 51 KSi | 40 | ||
| Massimo | |||||
| Min | MPa 760 | MPa 350 | |||
| Massimo | |||||
Specifiche
|
UNS |
UNS N10665 |
|---|---|
|
Antivari |
ASTM B335 ASME SB335 |
|
Cavo |
|
|
Strato |
ASTM B333 |
|
Piatto |
ASTM B333 ASME SB333 |
|
Adattarsi |
ASTM B366 ASME SB366 |
|
Forgia |
ASTM B564 |
|
Cavo della saldatura |
A5.14 ERNiMo-7 |
|
Elettrodi della saldatura |
ASME SFA 5,11 (ENiMo-7) AWS A5.11 (ENiMo-7)
|
|
Tubo senza cuciture/metropolitana |
ASTM B622 ASME SB622 |
|
Tubo saldato |
ASTM B619 ASME SB619 |
|
Metropolitana saldata |
ASTM B626 ASME SB626 |
|
Scopra la saldatura Rohi |
ASME SFA 5,14 (ENiMo-7) |
|
Baccano |
2,4617 |
Foggiabilità
Hastelloy B2 funziona si indurisce, ma può essere formato quando le precauzioni adeguate sono prese. Lo strato (0,063" densamente) nel termine trattato termicamente a 1950°F ed a rapida estiguuti ha una profondità media della tazza di olsen di 0,57" o di 14.5mm.
Saldatura
Hastelloy B2 resiste alla formazione di precipitati del carburo di frontiera di grano nella zona calore-colpita saldatura, rendente lo adatto alla maggior parte delle applicazioni di processo chimico nello stato come-saldato. Le zone di saldatura calore-colpite hanno ridotto la precipitazione dei carburi e di altre fasi per assicurare la resistenza della corrosione uniforme.
Lavorare
La corrosione bassa del cobalto & del nichel, la temperatura e le leghe resistenti all'uso, quale Hastelloy B2, sono classificate come moderato a difficile quando lavora, tuttavia, dovrebbe essere sottolineato che queste leghe possono essere lavorate facendo uso dei metodi di produzione convenzionali ai tassi soddisfacenti. Durante lavorare queste leghe a macchina che lavoro si indurisce rapidamente, che generi l'alto calore durante il taglio, saldatura alla superficie dell'utensile per il taglio e che offra l'alta resistenza a rimozione del metallo a causa delle loro alte forze di taglio. Il seguenti sono punti chiave che dovrebbero essere considerati durante le operazioni di lavorazione:
CAPACITÀ - La macchina dovrebbe essere rigida e sopraffatta il più possibile.
RIGIDITÀ - Il pezzo da lavorare e lo strumento dovrebbero essere giudicati rigido. Minimizzi la sporgenza dello strumento.
L'ACUTEZZA dello STRUMENTO - assicuri che gli strumenti siano sempre taglienti. Cambi agli strumenti affilati ad intervalli regolari piuttosto che per necessità. Una terra a 0,015 pollici di usura è considerata uno strumento smussato.
STRUMENTI - Utilizzi gli strumenti positivi di angolo di inclinazione per la maggior parte delle operazioni di lavorazione. Gli strumenti negativi di angolo di inclinazione possono essere considerati per i tagli intermittenti e la rimozione di riserva pesante. gli strumenti Carburo-forniti di punta sono suggeriti per la maggior parte delle applicazioni. Gli strumenti ad alta velocità possono essere utilizzati, con i tassi di produzione più bassi e spesso sono raccomandati per i tagli intermittenti.
TAGLI POSITIVI - usi pesante, costante, alimentazioni per mantenere l'azione di taglio positiva. Se l'alimentazione rallenta e le abitazioni dello strumento nel taglio, l'incrudimento accade, la vita dello strumento si deteriora e le tolleranze vicine sono impossibili.
LUBRIFICAZIONE - i lubrificanti sono oli desiderabili e solubili sono raccomandati particolarmente quando usando la lavorazione con utensili del carburo. I parametri lavoranti dettagliati sono presentati a tabelle 16 and17. Le raccomandazioni generali di taglio del plasma sono presentate in tabella 18.
| Tabella 16 | |
|---|---|
| TIPI DELLO STRUMENTO E CIRCOSTANZE LAVORANTI RACCOMANDATI | |
| Operazioni | Carburi |
| Roughing, con l'interruzione severa | Tornitura o affrontare grado C-2 e C-3: Inserzione negativa del quadrato del rastrello, 45 gradi SCEA1, 1/32 dentro. raggio del naso. Portautensile: una negazione da 5 gradi. rastrello posteriore, una negazione da 5 gradi. rastrello laterale. Velocità: 30-50 sfm, 0.004-0.008 dentro. alimentazione, 0,150 approfondito del taglio. Dry2, oil3, o acqua base coolant4. |
| Sgrossatura normale | Tornitura o affrontare grado C-2 o C-3: Inserzione negativa del quadrato di tasso, 45 gradi SCEA, 1/32 nel raggio del naso. Portautensile: una negazione da 5 gradi. rastrello posteriore, una negazione da 5 gradi. rastrello laterale. Velocità: sfm 90 secondo rigidità della messa a punto, 0,010 dentro. alimentazione, 0,150 dentro. profondità del taglio. Asciughi, lubrifichi, o liquido refrigerante della acqua base. |
| Finitura | Tornitura o affrontare grado C-2 o C-3: Inserzione positiva del quadrato del rastrello, se possibile, 45 gradi SCEA, 1/32 dentro. raggio del naso. Portautensile: rastrello della parte posteriore di posizione di 5 gradi, rastrello del lato di posizione di 5 gradi. Velocità: 95-110 sfm, 0.005-0.007 dentro. alimentazione, 0,040 dentro. profondità del taglio. Asciughi o liquido refrigerante della acqua base. |
| Alesaggio approssimativo | Grado C-2 o C-3: Se il tipo barra noiosa dell'inserzione, utilizza gli strumenti positivi standard del rastrello con i più grandi SCEA e 1/16 possibili dentro. raggio del naso. Se brasato la barra dello strumento, frantuma un rastrello posteriore da 0 gradi, il rastrello del lato di posizione di 10 gradi, 1/32 dentro. raggio del naso e più grande SCEA possibile. Velocità: sfm 70 secondo la rigidità della messa a punto, 0.005-0.008 dentro. alimentazione, 1/8 dentro. profondità del taglio. Asciughi, lubrifichi o liquido refrigerante della acqua base. |
| Finisca l'alesaggio | Grado C-2 o C-3: Utilizzi gli strumenti positivi standard del rastrello sul tipo barre dell'inserzione. Frantumi gli strumenti brasati per quanto riguarda tornitura di rivestimento e l'affronto a meno che il rastrello posteriore possa essere la cosa migliore a 0 gradi. Velocità: 95-110 sfm, 0.002-0.004 in alimentazione. liquido refrigerante della Acqua base. |
| Note: | |
| 1 SCEA - angolo laterale dell'avanguardia o angolo di cavo dello strumento.
2 ad un punto qualunque dove il taglio asciutto è raccomandato, un getto d'aria diretto sullo strumento può fornire gli aumenti sostanziali di vita dello strumento. Una foschia del liquido refrigerante della acqua base può anche essere efficace. Il liquido refrigerante dell'olio 3 dovrebbe essere qualità super, olio sulfochlorinated con gli additivi estremi di pressione. Una viscosità a 100 gradi di F da 50 a 125 SSU. un liquido refrigerante di 4 Acqua basi dovrebbe essere qualità super, emulsione solubile in acqua sulfochlorinated del prodotto chimico o del petrolio con gli additivi estremi di pressione. Diluisca con acqua per fare la miscela di 15:1. il liquido refrigerante della Acqua base può causare la scheggia ed il guasto rapido dei carburi nei tagli interrotti. |
|
| Tabella 17 | |
|---|---|
| TIPI DELLO STRUMENTO E CIRCOSTANZE LAVORANTI RACCOMANDATI | |
| Operazioni | Carburi |
| Fresatura di affronto | Il carburo non generalmente riuscito, grado di c può lavorare. Utilizzi il rastrello assiale e radiale positivo, un angolo d'angolo di 45 gradi, angolo di sollievo di 10 gradi. Velocità: 50-60 sfm. Alimentazione: 0.005-0.008 dentro. I liquidi refrigeranti di waterbase o dell'olio ridurranno il danno dello shock termico dei denti della taglierina del carburo. |
| Fresatura di conclusione | Non raccomandati, ma i gradi C-2 possono riuscire sulle buone messe a punto. Utilizzi il rastrello positivo. Velocità: 50-60 sfm. Alimentazione: Stessi dell'acciaio rapido. I liquidi refrigeranti della acqua base o dell'olio ridurranno il danno dello shock termico. |
| Perforazione | Il grado C-2 non raccomandato, ma i trapani forniti di punta può riuscire sulla messa a punto rigida se nessuna grande profondità. Il imperativo di web assottigliato per ridurre spinta. Usi l'angolo incluso 135 gradi su punto. Il trapano di pistola può essere utilizzato. Velocità: sfm 50. Petrolio o liquido refrigerante della acqua base. i trapani forniti di punta carburo dell'Liquido-alimentazione possono essere economici in alcune messe a punto. |
| Scrematura | Grado C-2 o C-3: Gli scrematori forniti di punta raccomandati, scrematori solidi del carburo richiedono variano la buona messa a punto. La geometria dello strumento stessi dell'acciaio rapido. Velocità: sfm 50. Alimentazione: Stessi dell'acciaio rapido. |
| Spillatura | Fili non raccomandati e a macchina, o rotolo-forma loro. |
| Lavorare di scarica elettrica | Le leghe possono essere tagliate facilmente facendo uso di tutto il sistema lavorante convenzionale di scarica elettrica (EDM) o di cavo (EDM). |
| Note: | |
| 5 acciaio rapidi di serie M-40 includono M-41, M-42, M-43, M-44, M-45 e M-46 ai tempi di scrittura. Altri possono aggiungersi e dovrebbero essere ugualmente adatti.
Il liquido refrigerante dell'olio 6 dovrebbe essere una qualità premio, olio sulfochlorinated con gli additivi estremi di pressione. Una viscosità a 100 gradi F da 50 a 125 SSU. un liquido refrigerante di 7 Acqua basi dovrebbe essere qualità super, emulsione solubile in acqua sulfochlorinated del prodotto chimico o del petrolio con gli additivi estremi di pressione. Diluisca con acqua per fare la miscela di 15:1. |
|
| Tabella 18 | |
|---|---|
| Taglio ad arco del plasma | |
| Hastelloy B2 può essere tagliato facendo uso di tutto il sistema convenzionale di taglio ad arco del plasma. La migliore qualità dell'arco è raggiunta facendo uso di una miscela dell'argon e dell'idrogeno. Il gas dell'azoto può essere sostituito per l'idrogeno, ma la qualità del taglio si deteriorerà leggermente. La fonte di aria compressa o tutti i gas del cuscinetto dell'ossigeno dovrebbe essere evitato quando plasma che taglia queste leghe. | |
![]()
![]()
Persona di contatto: Mr. Gao Ben
Telefono: +86-18068357371
Fax: 86-0510-88680060




