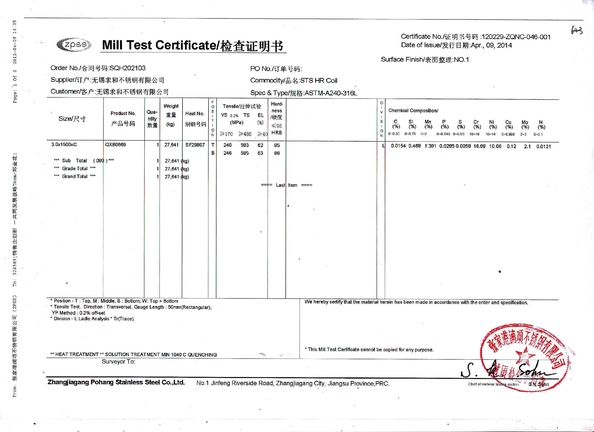
| Composizione chimica |
| |
% minimi |
% massimi |
| Carbonio |
0,12 |
0,20 |
| Silicio |
0 |
1,00 |
| Manganese |
0 |
1,00 |
| Nichel |
1,25 |
3,00 |
| Cromo |
15,00 |
18,00 |
| Fosforoso |
0 |
0,04 |
| Zolfo |
0 |
0,03 |
la gamma del *Carbon può variare considerevolmente
aggiunta del *Nickel facoltativa. |
| Requisiti della proprietà meccanica di materiale - condizioni T - AS2837 - 1986 nei 431 e nei BS970 temprati e trattati termicamente Part3 1991 431S29 |
| Circostanza |
Temprato |
*T |
| Mpa di resistenza alla trazione |
Min |
|
850 |
| Massimo |
|
1000 |
| 0,2% Mpa di carico di snervamento |
Min |
|
635 |
| Allungamento su 5.65√S0% |
Min |
|
11 |
| Impatto Valua J millimetro di Izod |
Min |
|
63 34
63 20 |
| HB di durezza |
Min |
|
248 |
| Massimo |
277 |
302 |
*Material immagazzinato generalmente nello stato T.
N.B.:. Controlli il certificato del mulino se critico per vedere se c'è utilizzazione finale. |
| Proprietà meccaniche tipiche alla temperatura ambiente - *Hardened e temperata per condizionare T |
| Mpa di resistenza alla trazione |
940 |
| 0,2% Mpa di carico di snervamento |
750 |
| Allungamento in 50mm % |
19 |
| Impatto Izod J |
65 |
| Durezza |
HB |
280 |
| Rc |
30 |
| Temperature d'indurimento *Typical |
980Oc -Oc 1020 |
| Temperature di rinvenimento *Typical |
640Oc - 660Oc |
| 590Oc - 610Oc |
| Proprietà meccaniche tipiche alla temperatura ambiente - indurita da olio estigui a 980Oc e Tempered come indicato |
| Temperatura di rinvenimento Oc |
250 |
370 |
480 |
590 |
650 |
|
|
| Mpa di tensione di Strengt |
1370 |
1390 |
1410 |
980 |
920 |
|
|
| 0,2% Mpa di carico di snervamento |
1030 |
1130 |
1200 |
790 |
690 |
|
|
| Allungamento in 50mm % |
16 |
16 |
16 |
19 |
20 |
|
|
| Impatto Charpy J |
54 |
*34 |
*16 |
65 |
70 |
|
|
| Durezza |
HB |
410 |
420 |
425 |
295 |
270 |
|
|
| Rc |
44 |
45 |
46 |
32 |
29 |
|
|
La forza ad alta resistenza e l'alto carico di snervamento con leggermente abbassano le proprietà di impatto una volta temperati inferiore a 370Oc.
Dimensione 30mm della sezione
calo del *Note nelle proprietà di impatto. Temperando all'interno della gamma 370Oc - 565Oc dovrebbero essere evitati. |
| Proprietà elevate di temperatura |
| una buona resistenza di 431 esposizione alla rappresentazione in scala nel servizio continuo fino ad un massimo di 700Oc. Il suo uso tuttavia a queste più alte temperature di lavoro provoca un calo sostanziale nella resistenza alla trazione e nella durezza, con aumento successivo nella duttilità. |
| Proprietà meccaniche tipiche alle temperature Elevated, indurite adOc 1010 e Tempered a 30Oc sopra la temperatura di lavoro |
| Temperatura di rinvenimento Oc |
510 |
570 |
620 |
| Temperatura di lavoro Oc |
480 |
540 |
590 |
| Mpa di tensione di Strengt |
1350 |
720 |
435 |
| Allungamento in 50mm % |
15 |
20 |
26 |
| Durezza di temperatura ambiente dopo la prova |
HB |
440 |
330 |
280 |
| Rc |
47 |
37 |
30 |
| N.B.:. La forza della rottura di sforzo e di strisciamento inoltre è ridotta sostanzialmente a queste più alte temperature di lavoro. |
| Proprietà di bassa temperatura |
| 431 non sono raccomandati per uso alle temperature sotto zero dovuto un calo sostanziale nelle proprietà di impatto coerenti con la maggior parte dei acciai all'infuori dei tipi dell'acciaio austenitico. |
| Piegamento freddo |
| Nell'indurito in e temperato poichè lo stato fornito sarà estremamente difficile dovuto l'alto carico di snervamento e generalmente non è raccomandato. |
| Piegatura a caldo |
| Nell'indurito in e temperato poichè lo stato fornito non è raccomandato dovuto la sua influenza sulle proprietà meccaniche all'interno della zona colpita il calore. |
| Resistenza della corrosione |
431 hanno il più alta resistenza della corrosione di tutti gli acciai inossidabili martensitici e mentre su quanto gli acciai inossidabili austenitici è in determinati ambienti corrosivi simili a quello di 301 e 302 grades.NB. Ha resistenza della corrosione ottimale in tutti gli ambienti nello stato indurito e temperato e quindi non è raccomandata per uso nello stato temprato. È il più importante che l'ossigeno è permesso sempre circolare liberamente su tutte le superfici dell'acciaio inossidabile per assicurare che un film di ossido del cromo sia sempre presente proteggerlo. In caso contrario, arrugginire si presenterà come con altri tipi di acciai inossidabili non. Per resistenza della corrosione ottimale le superfici devono essere esenti dalla scala e dalle particelle straniere.
Le parti finite dovrebbero essere passivate.
|
| Forgia |
| Riscaldi uniformemente adOc 1150 -Oc 1200, tiene finché la temperatura non sia uniforme in tutto la sezione. Non inzuppi ma cominci la forgia immediatamente. Non surriscaldi poichè questo causerà una perdita di durezza e di duttilità. Non forgi inferiore a 900 pezzi fucinatioCFinished dovrebbe essere raffreddato lentamente quanto possibile in calce o in ceneri alla temperatura ambiente ed in subcritico asciutta temprate immediatamente
|
| Trattamento termico |
| Ricottura subcritica |
Calore uniformerly a 620Oc - 660Oc tengono finché la temperatura non sia uniforme in tutto la sezione.
*Soak come richiesto - tempi suggerito 6 - 12 ore ma possono essere più lunghe, fresco in aria. |
| Tempera |
Calore a 950Oc - 1020Oc, tenuta fino alla temperatura è uniforme in tutto la sezione. *Soak come richiesto.
Estigui in petrolio o aria fresca. Temperi immediatamente mentre tranquillo passano caldo. Nota: Migliori proprietà di impatto raggiunte indurendosi da sopraOc 1020. Migliore resistenza della corrosione più le proprietà meccaniche raggiunte indurendosi da circa 980Oc e temperando superiore a 590Oc. |
| Indurimento |
| Calore a 950Oc - 1020Oc, tenuta fino alla temperatura è uniforme in tutto la sezione. *Soak come richiesto. Estigui in petrolio o aria fresca. Temperi immediatamente mentre tranquillo passano caldo. Nota: Indurendo dal 1020 Oc -Oc 1060 darà la resistenza della corrosione ottimale, ma indurirsi da circa 980Oc darà la migliore combinazione di resistenza della corrosione e di proprietà meccaniche.
|
| Nitrurazione |
| Prima della nitrurazione, il film di ossido del cromo che protegge la superficie deve essere ripartito per la marinatura o il brillamento della sabbia fine. La nitrurazione è effettuata a 500Oc - 550Oc seguito dal raffreddamento lento (nessun estigui) riducendo il problema di distorsione. Le parti possono quindi essere lavorate alla dimensione finale vicina, lasciante una tolleranza della macinazione soltanto. Assicuri sempre che la temperatura di rinvenimento impiegata durante il trattamento termico iniziale sia stata superiore alla temperatura della nitrurazione la forza del centro sarà colpita altrimenti che. |
| Tempera (circostanza T) |
| Calore a 590Oc - 680Oc come richiesto tengono finché la temperatura non sia uniforme in tutto la sezione, si inzuppano come richiesto, fresco in aria. |
| Un doppio trattamento di tempera, come segue è raccomandato per la durezza ottimale. |
Calore a 640Oc - 680Oc. il *Soak come richiesto, si raffredda in aria.
Seguito vicino:
Ri calore a 590Oc - 610Oc. il *Soak come richiesto, fresco in air.431 può naturalmente essere temperato alle temperature molto più insufficienti producendo le forze molto più ad alta resistenza con le proprietà più basse successive di impatto. N.B.:. Temperando tuttavia all'interno della gamma 370Oc - 565Oc dovrebbero essere evitato dovuto fragilità di carattere, con conseguente considerevole riduzione delle proprietà di impatto e la perdita di temperature di corrosione resistance.*Heating, velocità di riscaldamento, raffreddantesi e tempi di macerazione varierà dovuto i fattori quali la dimensione del pezzo da lavorare/la forma, anche tipo della fornace impiegato, estiguendo il medium e le facilità ecc di trasferimento del pezzo da lavorare. Consulti prego il vostro treater del calore per i migliori risultati.
|
| Lavorare |
| 431 macchina la cosa migliore nell'indurito in e temperata come stato fornito ed è considerare come essendo prontamente machineable con tutte le operazioni quali tornitura e la perforazione ecc. capaci di avanzamento soddisfacentemente. Non funziona si indurisce nella stessa misura degli acciai inossidabili austenitici di 300 serie, ma è più simile a tale riguardo agli acciai ad alta resistenza bassolegati quale 4140 ecc. Tenendo conto quindi le sue proprietà ad alta resistenza, interamente lavorando dovrebbe essere effettuato secondo le raccomandazioni a macchina dei produttori per il tipo, le alimentazioni e le velocità adatti dello strumento. |
| Saldatura |
| 431 non sono raccomandati generalmente per la saldatura nello stato temprato o indurito e temperato, dovuto la sua aria che indurisce la capacità che può condurre alla formazione di martensite fragile, con conseguente incrinamento del freddo dovuto gli sforzi di contrazione all'interno della saldatura e della zona colpita il calore. Più elevato il contenuto del carbonio più alta la capacità d'indurimento e maggior il rischio di incrinamento. Pre riscaldare ed il controllo della temperatura dei interpass durante la saldatura, più il raffreddamento e la ricottura molto lenti della post-saldatura sono il migliore metodo per evitare l'incrinamento. La tecnica di saldatura ed il trattamento termico seguenti possono essere presi come guida soltanto se saldare è necessaria.
|
| Tecnica di saldatura |
| Gli elettrodi per saldatura o i coni retinici dovrebbero essere tipi bassi 410 dell'idrogeno o *similar quando la buona forza è richiesta altrimenti un elettrodo inossidabile austenitico o la barretta come 308 o *similar può essere utilizzata con conseguente saldatura più duttile quando la forza non è così critica e ricottura della post-saldatura non è possibile o progettata. Preriscaldi a 200Oc - 300Oc e mantenga la temperatura dei interpass a 200 minimi diOc. Su completamento di saldatura fresco lentamente come possibile fino alla mano calda se possibile: la Post-saldatura subcritica tempra a 620Oc - 660Oc e si raffredda in air.*Please consulta il vostro fornitore dei materiali di consumo della saldatura. |

 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri! Italian
Italian