431 ss è stato usato per i fermi ed i montaggi, componenti strutturali esposte ad atmosfera marina e per le componenti altamente sollecitate degli aerei.
MasterSource offre una linea completa di tipo 431 ha temprato l'inventario di acciaio inossidabile come celebre sotto.
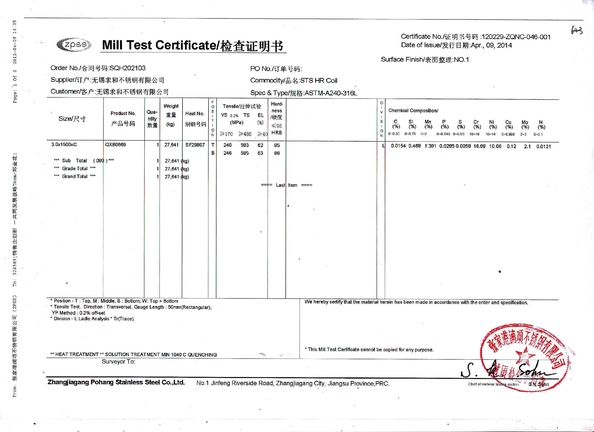
| Leghe |
SPECIFICAZIONE |
431 SS
AISI 431
T431 SS
UNS S43100
Cromo 16 con Ni |
AMS2303
TAGLIO #115 (CHEM DI AMS-5628 HI SOLI)
AMS-S-18732
ASTM-A-276
DMS-1565 ECCETTO. SONIC
MIL-S-18732
DUREZZA DI QQS-763 ECCETTO & IZOD |
INVENTARIO FORMS
Tondino: 3/16" con» diametro 6-1/2
dimensioni & gradi di *Additional disponibili su richiesta.
APPLICAZIONI DI ACCIAIO INOSSIDABILE 431
Questa lega è usata per i fermi ed i montaggi forgiati degli aerei e dovrebbe essere considerata per le parti strutturali in atmosfere marine.
Il tipo 431 è utilizzato nelle componenti degli aerei, in fermi, in vani bombe, serrantesi, nelle assi della pompa e nei gambi di valvola alto-sollecitati. È adatto ad applicazioni che richiedono una combinazione di resistenza, di durezza e di durezza della corrosione – 100/1200ºF (- da 70/650ºC.)
FORGIA DELL'ACCIAIO INOSSIDABILE 431
Questa lega prende bene all'intestazione ed allo stampaggio caldi. Il calore a 2100/2200ºF (1150/1205ºC), quindi forgia; piccoli pezzi fucinati freschi lentamente e grandi pezzi fucinati in calce o ceneri asciutta. Raffreddi alla temperatura ambiente prima di ricottura della post-forgia. Non forgi sotto 1650ºF (900ºC.)
TRATTAMENTO TERMICO
RICOTTURA
Il calore a 1200/1250ºF (650/675ºC), inzuppa e ventila fresco. Questo trattamento è la cosa migliore per la maggior parte delle operazioni di lavorazione.
INDURIMENTO
Il calore a 1800/1950ºF (980/1065ºC) – inzuppi e l'olio estigue o ventila fresco. Se temperando sotto 700ºF (370ºC) per usare l'alto lato della temperatura austenitizing per la migliore durezza e similmente il lato basso della temperatura austenitizing quando temperano sopra 1100ºF (540ºC) per migliore durezza.
TEMPERA
Carattere ad una temperatura per dare le proprietà meccaniche desiderate. Inzuppi almeno un'ora – più lungamente per le grandi parti – e l'aria fresca. Temperando fra 700/1050ºF (370/565ºC) può risultare nella durezza e nella resistenza della corrosione più basse, ma secondo altre proprietà che richieste può ancora essere necessario da abbandonare una certe durezza e resistenza della corrosione. L'esperienza sarà la guida qui.
FABBRICABILITÀ
La lega mostra la fabbricabilità ragionevolmente buona, ma ci sarà una certa scorticatura e si accumulerà sull'avanguardia degli strumenti.
SALDABILITÀ
Il metallo base dovrebbe essere preriscaldato a 400/600ºF (205/315ºC) e la temperatura ha mantenuto a 400ºF (205ºC) durante la saldatura. Un trattamento della post-saldatura a 1200ºF (650ºC) dovrebbe essere effettuato appena possibile sul gruppo saldato dopo il raffreddamento alla temperatura ambiente.


 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri! Italian
Italian