Metropolitane temprata luminosa 6,35 * 0.71mm di acciaio inossidabile 310S/di TP309S ASTM A213
Gli indici interni temprati luminosi del Ra della rugosità di superficie del tubo e la loro propria pulizia estremamente sta richiedendo, in modo dalle particelle possono accadere durante il trasporto e l'accumulazione della conservazione fluida efficacemente è stata posta freno. Inoltre, la composizione chimica del tubo e le tolleranze dimensionali del materiale di base devono essere controllate rigorosamente per assicurare la saldabilità dell'acciaio e la qualità di saldatura nei fumi di saldatura, che possono ridurre l'avvenimento della generazione e del miglioramento della particella della resistenza della corrosione delle parti saldate e nella scorrevolezza.
Il tubo saldato temprato luminoso di acciaio inossidabile è ampiamente usato nella fabbricazione dei prodotti militari, semiconduttore, medicina biologica, strumenti e metri di precisione, parti idrauliche e molti altri prodotti industriali.
La ricottura luminosa è un processo di tempera eseguito in un vuoto o gas inerti contenenti in atmosfera controllata (quale idrogeno). Ciò in atmosfera controllata riduce l'ossidazione di superficie ad un minimo che risultati in una superficie più luminosa ed in uno strato molto più sottile dell'ossido. La marinatura non è necessaria dopo ricottura luminosa poiché l'ossidazione è minima. Poiché non c'è marinatura, la superficie è molto lisciatrice che provoca la migliore resistenza a corrosione ad alveoli.
Controllo della produzione di tempera luminoso del tubo:
- Le materie prime di fusione devono avere buon controllo, il livello richiesto per incontrare livello di tempi della microstruttura il migliore.
- Controllo del volume laminante a freddo e ragionevole all'interno dell'organizzazione per evitare i difetti.
- Controllo della muffa, assicurare la rugosità di superficie interna ed esterna R un ≤ 0.3μm.
- Controllo di tempera luminoso per assicurare le proprietà meccaniche ragionevoli e luminosità di superficie e per eliminare la lucidatura meccanica del passaggio (mp), per assicurare la scorrevolezza della superficie interna nell'ambito dello stato microscopico, per evitare i residui del liquido di trasmissione.
- La pulizia dei piani di comando dovrebbe avere i prodotti consegnati migliora la pulizia e la pulizia, con i colori metallici, nessun'adesione dell'olio, adesione dell'ossido.
- Singolo insaccamento di prevenzione degli infortuni dei cappelli, treccia globale o imballaggio di legno.
Il materiale del tondino di acciaio inossidabile proviene da Jiuli e Baosteel Cina, controlliamo la qualità fin dall'inizio. Abbiamo lucidato tre volte assicurarci che la superficie fosse luminoso e regolare perfetti e senza alcuna carenza nella qualità.
Il sistema di tempera luminoso della metropolitana può essere autonomo disposto o in conformità con l'attrezzatura di superficie di riduzione per creare un processo in-linea totale. La progettazione innovatrice tiene conto il cambiamento facile dal prodotto al prodotto ed ogni sistema è fornito di controllo di potere automatico e di controllo della temperatura di precisione con i parametri di ricetta.
- Progettato per facilità del funzionamento e della manutenzione
- Potere automatico di comandi del sensore di velocità proporzionato alla linea velocità
- Registrazione e ricerca di ricetta
- Percezione integrata di temperatura
- Guide ceramiche del tubo di alta usura
- Sistema di pompaggio Integrated
- Invertitori semi conduttori, funzionando sia nel medium che nelle alte frequenze
La tempera luminosa (SEDERE) si riferisce al materiale di acciaio inossidabile è riscaldata in fornace chiusa in atmosfera riducente dei gas inerti, idrogeno comune, dopo ricottura veloce, raffreddamento rapido, acciaio inossidabile ha uno strato protettivo sulla superficie esterna, non non riflette nell'ambiente di aria aperta, questo strato può resistere all'attacco di corrosione. In generale, la superficie del materiale è più regolare e più luminosa.
Metropolitana di tempera luminosa
La metropolitana è elaborata nel rivestimento di tempera luminoso, in questo processo, alcuni fattori è importante per il tubo di qualità, se il processo di tempera luminoso non è adeguato, che provocherà crepa, quindi può corrosione.
Prima di ricottura luminosa
La superficie del tubo deve essere pulita, nessun altri corpi estranei, tutta la materia ha andato sulla superficie della tubatura può causare il danno durante il processo.
Gas inserito
L'atmosfera di tempera dovrebbe essere esente da ossigeno, isolando il materiale, creante uno stato di vuoto. Il gas inserito, l'idrogeno asciutto comune o l'argon, possono ottenere il risultato luminoso.
Temperatura di tempera
La temperatura di tempera dovrebbe essere notata secondo i gradi inossidabili differenti, gli acciai comunemente austenitici che temprano la temperatura è almeno di 1040 gradi, inzuppa il tempo non è importante. la temperatura elevata deve essere richiesta per avere aspetto più luminoso. Il riscaldamento è fatto il più rapidamente possibile, risultati lenti del calore nell'ossidazione.
Alcuni acciai inossidabili ferritici richiedono la temperatura di tempera più bassa, quale TP439, non possono essere temprata efficacemente luminosa, l'acqua che estigue causeranno la formazione di tartaro di graduazione.
Specifiche
- Saldato: A249, A269, A789, EN10217-7
- Senza cuciture: A213, A269, A789
- Grado: 304, 304L, 316, 316L, 321, 2205
- Rifinitura: Ricottura luminosa
Graduato:
- Fuori diametro: 3 millimetri – 50,8 millimetri;
- Spessore della parete: 0,3 millimetri – 3 millimetri
- Forme: giro, curva ad U, arrotolantesi
Marcatura & imballaggio di tempera luminosi della metropolitana di acciaio inossidabile
- Segnando secondo i MP e la norma
- Estremità dei tubi di acciaio inossidabile con i cappucci secondo il PO
- In casi di legno in condizione di navigare con carta di plastica proteggere
- In compensato i casi con carta di plastica proteggono (raccomandi, tutte le casse del compensato discusse da noi stessi con più a basso costo.)
- Pacchetto d'acciaio degli scaffali
- Imballaggio esagonale nei pacchi
Una tecnologia di tempera luminosa della metropolitana sottile di acciaio inossidabile della parete 316
1) Eliminazione dell'incrudimento per ottenere una disposizione metallografica soddisfacente
Quando i requisiti prestazionali non sono usati insieme, la richiesta per la disposizione metallografica dopo che la ricottura leggera è differente e la tecnologia del trattamento termico leggero è inoltre differenti.
300 serie dell'acciaio inossidabile austenitico come la tecnologia tipica di trattamento termico del tubo di acciaio inossidabile 316 sono il trattamento della soluzione. Durante il processo di riscaldamento, i carburi sono dissolti nell'austenite ed hanno riscaldato a 1050-1,150°C. per un breve periodo in moda da dissolvere nell'austenite e poi rapidamente siano raffreddati tutti i carburi sotto a 350°C. per ottenere le disposizioni austenitiche unidirezionali soprasature di una soluzione solida. La chiave a questa tecnica di trattamento termico è raffreddamento rapido, che richiede il tasso di raffreddamento di raggiungere 55 °C/s e rapidamente passare attraverso il carburo rifonda la zona di temperatura (550-850 ° C). Tempo dell'isolamento di provare ad essere brevi, cereali altrimenti a grana grossa, colpire l'aspetto di rivestimento.
400 serie dell'acciaio inossidabile ferritico come le 410 temperature di riscaldamento del tubo di acciaio inossidabile sono relativamente basse (circa ℃ 900) e più uso di raffreddamento lento per ottenere la tempera ammorbidendo le disposizioni. Metodo di tempera martensitico di acciaio inossidabile impiegato, ma anche la scelta di sotto-estinzione e di tempera del metodo di trattamento.
Dal di cui sopra possiamo vedere che 300 serie e 400 serie dell'acciaio inossidabile nel sistema di trattamento termico variare notevolmente, per ottenere le disposizioni metallografiche qualificate, all'attrezzatura di raffreddamento leggera della sezione del forno di ricottura di richiesta hanno grande condizionamento. Di conseguenza, il forno di ricottura del referente moderno, la sezione di raffreddamento è utilizzato solitamente nella selezione di forte convezione che si raffredda, ha installato tre sezioni di raffreddamento, può regolare il flusso d'aria da solo. Lungo la larghezza della striscia è diviso in tre sezioni, con la larghezza di condizionamento della striscia di diversione del flusso d'aria del tasso di raffreddamento, il trattamento termico del nastro laminato a freddo di acciaio inossidabile del pannello di controllo. Un'altra domanda cruciale è che l'intera striscia è richiesta per essere sistemata di larghezza e la lunghezza sia uniforme. Attutisca la selezione leggera del forno di ricottura di su grande scala attutiscono il tubo, attutiscono il tubo dall'esterno della disposizione uniforme della spirale riscaldata dell'aria intorno, di modo che riscaldamento uniforme della striscia. Ma per assicurarsi che la striscia sulla lunghezza della disposizione uniforme, noi debba aderire alla striscia nella velocità della fornace identicamente. Di conseguenza, prima e dopo la fornace leggera verticale moderna di trattamento termico può essere fornita di un aggiustamento di precisione dell'attrezzatura di adeguamento di tensione del rullo. Non solo fa la velocità dell'esportazione e dell'importazione della striscia d'acciaio soddisfatta con la richiesta della velocità di trattamento termico, non è influenzata dall'insieme vuoto o dalla serie completa di looper e la tensione della striscia dovrebbe essere stabilita e con precisione ha regolato secondo lo stato dell'acciaio della striscia, richiesta di forma della striscia.
2) Ottenga l'aspetto di luce non ossidativa
La ricottura luminosa, è l'atmosfera di manutenzione H2 sul trattamento termico della striscia. Per raggiungere la richiesta delle SEDERE imbarchi, è necessaria da controllare molto rigorosamente l'atmosfera di manutenzione della fornace, provano ad evitare l'ossidazione. Come H2 mantiene l'ossidazione dell'atmosfera?
Gli elementi in lega principali di acciaio inossidabile sono Fe, il Cr, il Ni, il mn, il Ti, si ecc. Nella gamma di temperature di tempera, l'ossidazione di Fe ed il Ni non è la domanda primaria. Tuttavia, gli intervalli dell'ossidazione di Cr, del mn, del si e del Ti sono appena all'interno della gamma di temperatura di riscaldamento. È l'ossidazione di questi leganti che colpiscono la luminosità evidente della striscia. In particolare, l'ossidazione di aspetto della striscia del cromo di cromo, ridurrà la resistenza della corrosione di acciaio inossidabile. Quando il contenuto del Cr è 17% ~ 18% ed il contenuto del Ti sono 0,5%, è necessario da abbassare il punto di rugiada di H2 inferiore a ℃ -60 per evitare l'ossidazione di Cr e di Ti nella gamma di riscaldamento 800 di ℃ ~ ℃ 1150.
Inoltre, come mantenere la purezza del gas nella fornace è inoltre discutibile. In questo senso, attutisca la guarnizione è buono e non attaccherà quale inquinamento di riscaldamento elettrico della fornace dell'atmosfera di manutenzione, fornente uno spazio più puramente ambientale. Inoltre, le entrate della striscia della fornace e le uscite verticali sono individuate al fondo della fornace, la pressione di fornace è stabili, così rispetto alla fornace orizzontale, il rischio di aria che entra molto più piccolo. Ma l'importazione del forno di ricottura e l'esportazione luminose delle scatole sigillate, della sezione della consegna della striscia, del rullo di tensione e del contenitore di condizionamento di rullo di guida del tetto dovrebbero essere garantite per raggiungere le parti per milione (grado di PPM) della richiesta di sigillatura, di modo che l'ossigeno, vapore acqueo non può fornire il mantenimento di gas non può sfuggire a.
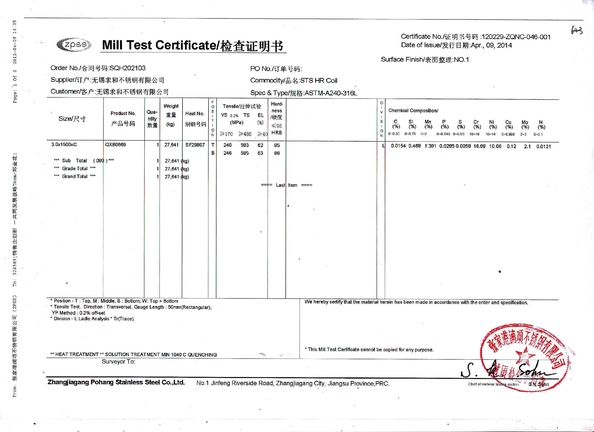
Abbiamo attrezzatura di precisione da provare secondo la prova standard di PMI e richiesta per controllare il materiale prima della consegna.


 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri! Italian
Italian