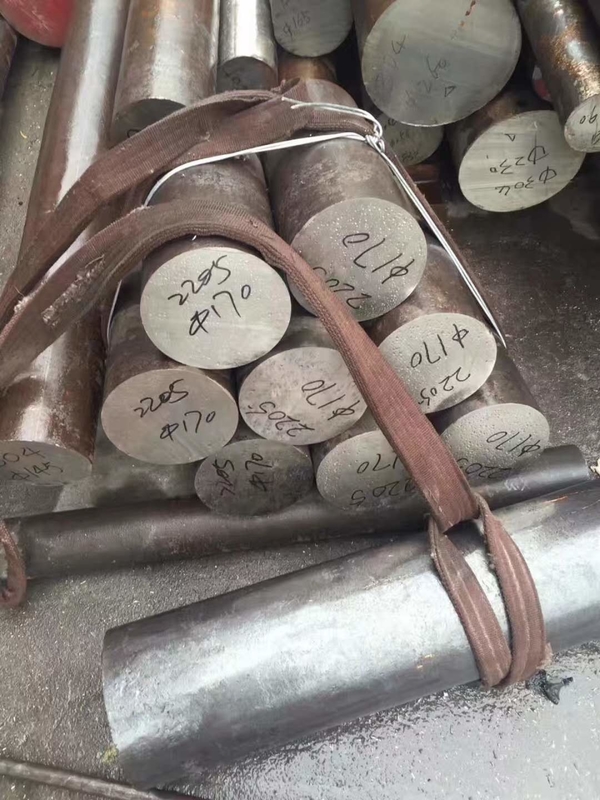
1,4435 X2CrNiMo18.14.3 tondino dell'acciaio inossidabile del MOD dell'UREA 316L
Siamo un produttore principale del MOD di AISI 316L forgiato tondini, MOD di AISI 316L che forgia i tondini, AISI 316LMod, AISI 316 L MOD forgiato/forgiante i tondini, 724L, 724 L pezzo fucinato/tondini forgiati, 316LMOD forgiati/forgiante i tondini, 1,4435 che forgiano/fabbrica forgiata dei tondini dalla porcellana
Potremmo produrre il MOD di AISI 316L, 724L, 1,4435 che forgiano/tondini forgiati con i diametri che variano da 10MM a 6000MM e con i pesi da 10KGS a 15000KGS
Il metodo di fusione di MOD di AISI 316L, 724L, il materiale 1,4435 è ESR+VIR o VIM+ESR+VAR
Il nostro MOD di AISI 316L, 724L, 1,4435 forgiato/forgiante i tondini è ampiamente usato dentro in stabilimenti chimici e navi pesanti, produttori della valvola e della pompa e lame industriali. Separatori e centrifughe, industria del cemento e industria dello zucchero, piattaforma di perforazione, piattaforma di produzione, condutture e raffinerie, produzione di energia e centrali elettriche, generatori, compressori, trasmissioni. Olio & industria del gas, mulini concreti e miscelatori, unità di elaborazione, attrezzatura del crystalizer ecc
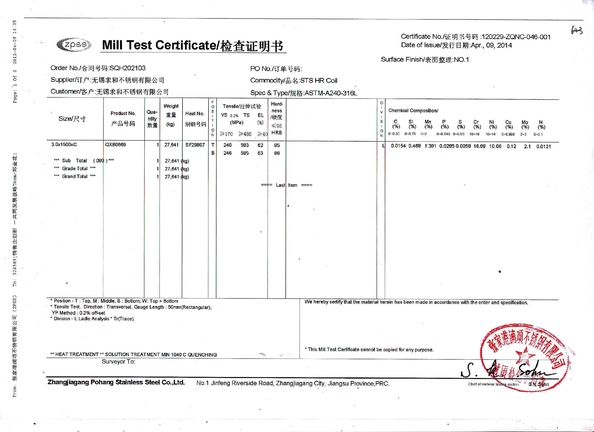
Il nostro MOD di AISI 316L, 724L, 1,4435 forgiato/forgiante i tondini ha potuto essere ispezione ultrasonica di 100% secondo il livello di forgia della prova delle parti UT di ASTM A 388 o di EN10228.
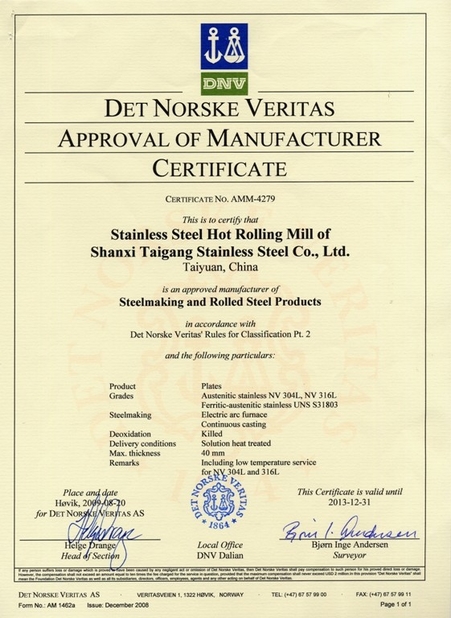
Potremmo fornire il MOD di AISI 316L, 724L, 1,4435 forgiato/forgiante il certificato materiale dei tondini secondo il livello di EN10204-3.1 o di EN10204-3.2 dei terzi
Tutta l'indagine del MOD di AISI 316L, 724L, 1,4435 ha forgiato/forgiando i tondini, prego si sente libero per contattarci. Siamo felici di citare il migliore prezzo per l'ogni clienti
Trattamento termico:
Normalizzato/ha temprato/estiguuto/ha temperato
Trattamento di superficie:
pittura, placcatura, lucidatura, ossido nero, olio antiruggine trasparente
Controllo di qualità:
UT, la TA, RT, pinta, prova della composizione chimica, prova della proprietà meccanica, ecc.
Ispezione:
1, certificato della materia prima (composizione chimica materiale) 2, rapporto dello strato di trattamento termico
3, rapporto d'ispezione di dimensione 4, relazione sull'esperimento di UT
Stato di consegna:
+Rough forgiato caldo ha lavorato (superficie nera dopo Q /T) + girato
Vantaggio competitivo:
Il controllo di qualità e la gestione al tutto producono trattato, compreso fusione del lingotto, il pezzo fucinato, il trattamento termico, lavorare e rigorosamente ispezione finale prima della consegna.
Qualità del prodotto e servizio eccellenti, prezzo competitivo, consegna «di in-tempo»
acciaio dell'urea 316Lmod (1,4435, 18-14-3)
Il grado modificato 316L dell'UREA è stato sviluppato specialmente per le applicazioni della pianta dell'urea. È un acciaio inossidabile modificato 316L con il contenuto supplemento-basso del silicio ed i contenuti più elevati sostanziali del molibdeno.
Il contenuto a basso tenore di carbonio, combinato con una chimica ben equilibrata (contenuto basso del nichel e del silicio vicino a 14%) rende la lega completamente austenitica, esente dalle precipitazioni intermetalliche di fase. Il livello della ferrite è tenuto sotto 0,5% nella ricottura della soluzione e nelle circostanze estiguute l'acqua.
La lega è progettata per le proprietà migliori di resistenza della corrosione negli ambienti del carbonato dell'urea.
La chimica tipica dei materiali di riempitore da usare è come segue
Mn N del Ni Mo del Cr
20% 16% 3% 6,5% 0,2%
Ni Mo 18-14-3 - 1,4435 del Cr X2 dell'en 10088/en 10028 .........
AFNOR ................................ Z3 CND 18.14.03
BACCANO ...................................... W.Nr 1,4435
ASTM. ............................... 316L modificato
L'UREA di CLI della lega modificata è un acciaio inossidabile completamente austenitico che il contenuto della ferrite è garantito meno di 0,5% dopo il trattamento termico di ricottura della soluzione (1120-1180C (2048-2156F) /water estiguuto). Il contenuto di carbonio è minimo tenuto mentre la fabbricazione dell'acciaio è ottimizzata per migliorare le proprietà di pulizia dell'acciaio. La lega è progettata per le applicazioni dell'urea (a basso tenore di carbonio e contenuti del silicio).
La corrosione massima tipica risulta richiesto dopo le specifiche differenti dopo che le prove di Huey (ASTM A262 C - cinque periodi di 48 H.) sono: perdita di peso massima di 3,3 µm/48 più bassi h (² del ª 130 mg/dm per 24 H.), con una profondità massima per le microfratture µm 200 di µm nella direzione lunga e 70 nella direzione trasversale.
Formazione calda
La formazione calda dovrebbe essere effettuata in una gamma di temperature di 1200-950C (2732 - 1742F) dopo che il pezzo è stato uniformely trattato termicamente. Il tremperature pieno finale di ricottura è richiesto per ottenere la microstruttura richiesta. Sarà eseguito a 1120-1180C (2048-2156F) seguito dall'estinzione dell'acqua.
Stampaggio a freddo
dovuto la sua microstruttura completamente austenitica, la lega può essere coniata a freddo senza alcun problema. Il contenuto più elevato del molibdeno ed il comportamento d'indurimento freddo dell'acciaio spiega che può richiedere le attrezzature più potenti che l'acciaio inossidabile 304.
Marinatura
Il grado modificato UREA deve essere utilizzato in come circostanze marinate e passivate. Il trattamento di marinatura può essere eseguito con un bagno acido nitro-fluoridrico (10 20% HN03 - HF 1.5-5%) alla temperatura ambiente (poche ore) o a 20 minuti approssimativamente a 60C (140F). 10-20% H2SO4 - il bagno decapante di HF 1.5-5% può anche essere usato.
L'UREA della lega modificata può essere saldata con la maggior parte dei processi della saldatura: TIG, plasma, saldatura di MIG come pure processi di SMAW, della SEGA o di FCAW.
La lega è sensibile al fenomeno fendentesi caldo dovuto la sua microstruttura completamente austenitica.
La saldatura dovrebbe essere eseguita per ottenere i contenuti supplemento-bassi della ferrite, nessun carburo o precipitazioni dei nitruri, contenuti bassi del silicio come pure nessun precipitazioni intermetalliche di fasi.
Gli più alti prodotti del contenuto del manganese dovrebbero essere considerati.
Usi gli elettrodi rivestiti di base o i cambiamenti continui per fare diminuire la suscettibilità fendentesi calda. L'input di calore dovrebbe essere limitato a 1,5 kJ/mm ed alla temperatura dei interpass tenuta sotto 150C (302F).
Risultati dei test tipici di corrosione nella soluzione della prova di Huey - ASTM A262-C sono come seguono:
maxi perdita di peso 3,3 µm/48h - un ² h di 0,54 g/m con il µm più basso di 200 di attacco selettivo.
Dettagli del prodotto

Imballaggio & trasporto

 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri! Italian
Italian